
バニシングドリルとリーマの使い分け(総合ページ)
工程集約(1発加工)を優先するか、面粗度と仕上げ品質を管理して狙うかで、工具の選定と工程設計は変わる。本ページは、判断基準を短時間で整理するための総合ページである。
結論(最短の判断)
|
結論 · 工程集約を優先(下穴なし1発・工具点数削減)→ バニシングドリル(本稿の設計基準:目標Ra1.6まで) · 面粗度と仕上げを管理して狙う → リーマ(目標Ra1.6〜Ra1.0、Ra1.0より厳しい場合はダイヤモンドリーマ(PCD等)を検討) |
※面粗度や穴品質は、保持振れ、機械剛性、クーラント、下穴品質の影響を受ける。本稿の数値は工具選定の判断基準として示す。
仕組みの違い(なぜそうなるか)
バニシングドリル:下穴なし1発加工の成立を優先する
バニシングドリルは下穴なしで1発加工(穴あけ+内面ならし)を前提にする。基本形状は2枚刃・2枚ガイドであり、ガイドが内面を安定させながら面を整える考え方となる。
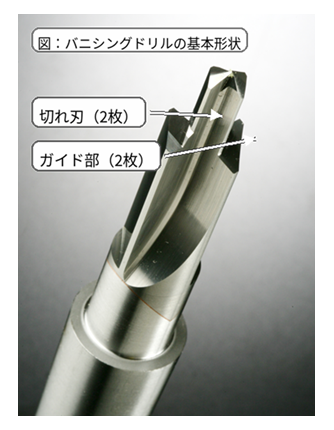
図1:バニシングドリルの基本形状(2枚刃・2枚ガイド)
多段形状:タップ下穴+シート面+仕上げを同一工具で集約できる
バニシングドリルは多段形状にでき、タップ下穴、シート面、仕上げを同一工具で同時加工できる。工程数と工具交換回数が減るため、ツーリング点数やマガジン本数の負担低減につながる。
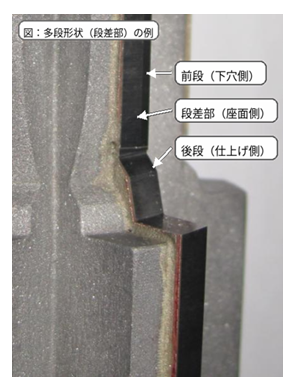
図2:多段形状(段差部)の例(前段/段差部/後段)
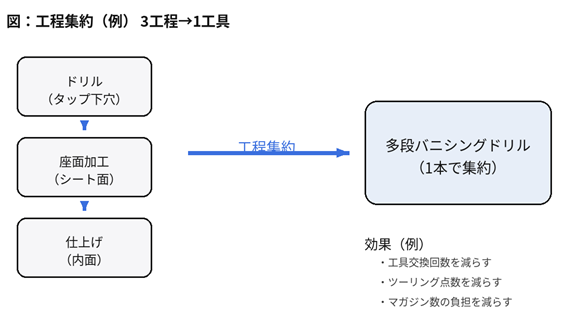
図3:工程集約(例) 3工程→1工具
リーマ:下穴管理を前提に、仕上げで面と寸法を作る
リーマは下穴を作り、仕上げで面と寸法を作る工具である。下穴の品質(径・真直・面取り・振れ)が仕上がりに直結するため、下穴管理が前提となる。刃数は基本6枚刃だが、外径寸法、ワーク、面粗度要求などで3〜12枚刃を使い分ける。
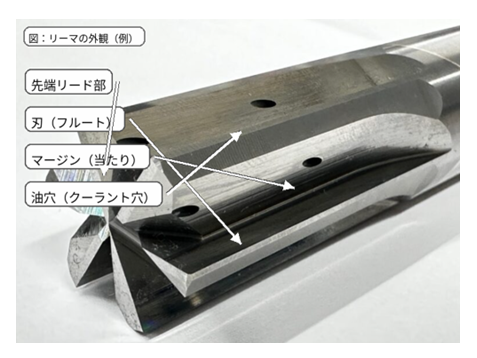
図4:リーマの外観例(リード部/フルート/マージン/油穴)
スパイラル形状:切り屑排出を制御する
リーマは不等分割(真円度に有効)やスパイラル形状(切り屑排出制御)などの設計が可能である。スパイラル形状は切り屑排出の方向・滞留を制御でき、面粗度の安定化、切り屑排出性の改善、切削抵抗低減に対応できる。
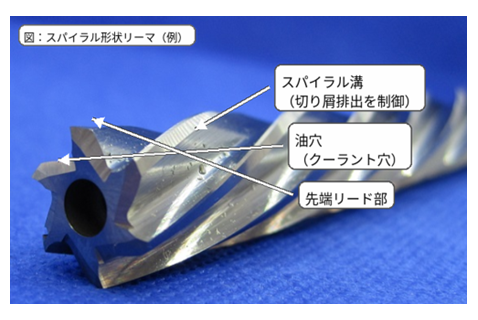
図5:スパイラル形状リーマの例(切り屑排出を制御)
メリット・デメリット(比較)
|
観点 |
バニシングドリル |
リーマ |
|
主目的 |
工程集約・工具点数削減 |
面粗度・仕上げ品質の管理 |
|
前提 |
下穴なし1発加工の成立条件を揃える |
下穴管理(取り代設定)が前提 |
|
面粗度(本稿) |
設計基準:目標Ra1.6まで |
目標:Ra1.6〜Ra1.0(Ra1.0より厳しければPCD等) |
|
形状 |
基本2枚刃・2枚ガイド |
基本6枚刃、用途で3〜12枚 |
|
多段加工 |
得意(工程集約向き) |
可能だが条件出しが難しく単独運用になりやすい |
Q&A(よくある質問)
- バニシングドリルでRa1.0は狙えるか?
- 本稿ではバニシング単独の設計基準をRa1.6までとして扱う。Ra1.0を狙う場合はリーマ(必要に応じてPCD等)を前提に工程設計する。
- 不等分割とスパイラルは何に効くのか?
- 不等分割は真円度の改善に有効である。スパイラルは切り屑排出を制御でき、面粗度安定化・排出性改善・抵抗低減に対応できる。
関連ページ
- 面粗度Raで逆引き:Raで選ぶ穴仕上げ(面粗度ページ)
- 材質別:鋼・鋳物・アルミで変わる下穴取り代と注意点(材質別ページ)
相談・見積り(工具仕様の検討)
工程集約と仕上げ要求は、被削材・穴仕様・要求精度・設備条件で変わります。ソリッドツールでは、共有いただいた条件をもとに、工具仕様(刃数・ガイド・不等分割・スパイラル・多段設計など)の検討を進めます。図面(PDF/DXF)や要求仕様(面粗度・公差・加工機・クーラント条件)が分かれば検討が進めやすく、条件が未確定の場合でも、分かる範囲の情報からご相談ください。