
面粗度指定がある穴加工では、工具の種類だけでなく、保持振れ、下穴品質、切り屑排出が結果を左右する。本ページは、Raから逆引きして工具と工程を選ぶための整理である。
まず結論(Raで逆引き)
|
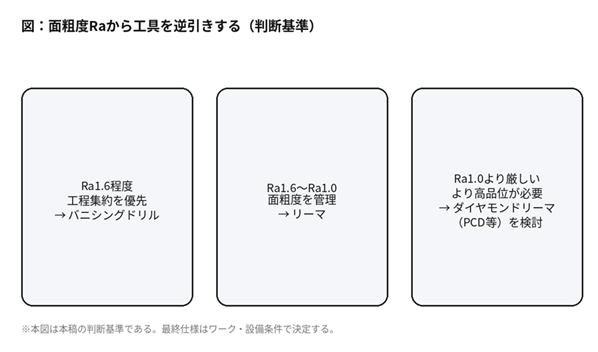
結論 · 目標Ra1.6程度:工程集約を優先するならバニシングドリルが選択肢になる · 目標Ra1.6〜Ra1.0:面粗度を管理して狙うならリーマが軸になる · 目標Ra1.0より厳しい:ダイヤモンドリーマ(PCD等)を検討対象に入れる |
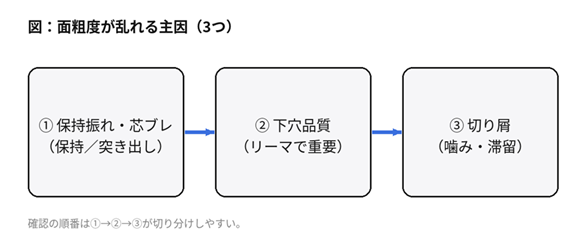
なぜRaが崩れる(原因を3つに絞る)
現場チェックリスト(Raを安定させる)
|
確認項目 |
要点 |
|
保持振れ・芯ブレ |
保持具・突き出し・芯振れを管理する(仕上げほど影響が大きい) |
|
切り屑噛み/滞留 |
切り屑が噛めばスジになる。吐出方向と排出を優先して設計する |
|
入口面取り |
入口で欠け・噛みを作らない。面取り形状と量を見直す |
|
工具摩耗 |
摩耗でRaが崩れる。ロット管理・寿命基準を設定する |
|
下穴品質(リーマ) |
下穴の径・真直・面取り・表面状態を管理する(仕上がりに直結) |
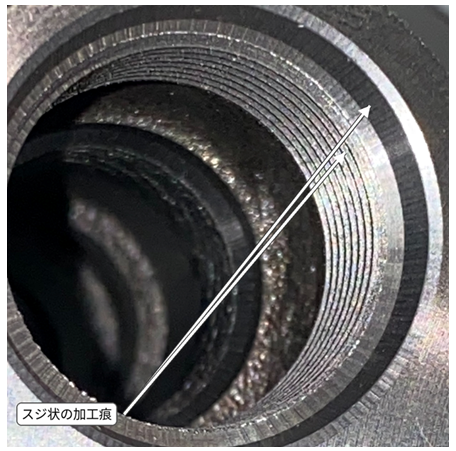
不良例写真(差し替え用)
以下は面粗度不良例の写真である(例:スジ状の加工痕)
関連ページ
- 総合:バニシングドリルとリーマの使い分け
- 材質別:鋼・鋳物・アルミで変わる下穴取り代と注意点
材質別:鋼・鋳物・アルミで変わる穴仕上げ(材質別ページ)
同じ工具でも材質が変わると、切り屑の性状や凝着の出やすさが変わり、面粗度や穴品質が崩れる場合がある。本ページは、材質別に下穴取り代(直径差)と注意点を整理する。
結論:リーマの取り代基準(直径差)
|
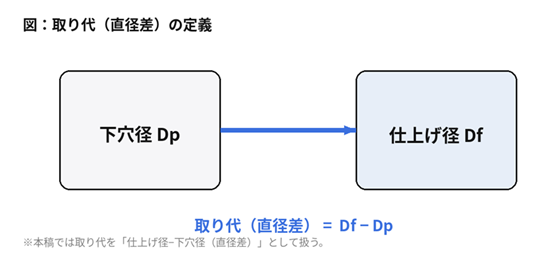
結論 · 本稿では取り代を「仕上げ径−下穴径(直径差)」として扱う · 基準(目安):鋼1.0mm、鋳物0.25mm、アルミ0.5mm(検討開始の基準値) · 穴径・深さ・止まり/貫通・設備条件により適正値は変わる |

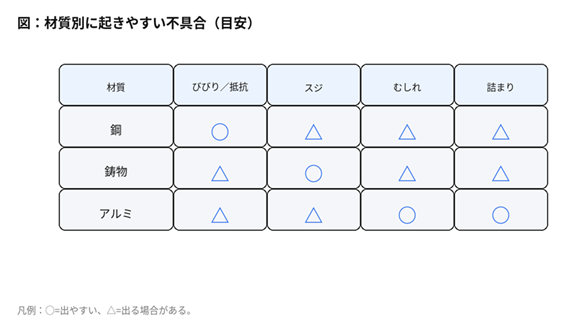
材質別に起きやすい不具合(目安)
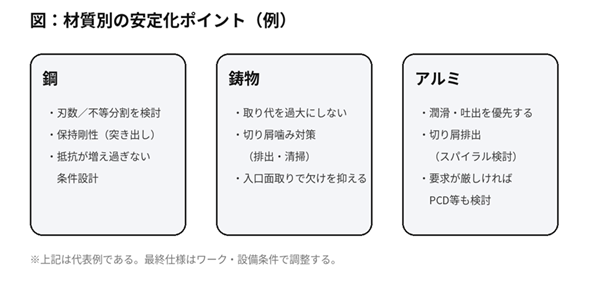
材質別の安定化ポイント(例)
関連ページ
- 総合:バニシングドリルとリーマの使い分け
- 面粗度Raで逆引き:Raで選ぶ穴仕上げ
相談・見積り(材質が変わる案件)
材質変更や混流生産では、同じ設計のままでは結果が崩れる場面があります。ワーク材質、穴径、深さ、止まり/貫通、面粗度・公差など分かる範囲の情報からご相談ください