
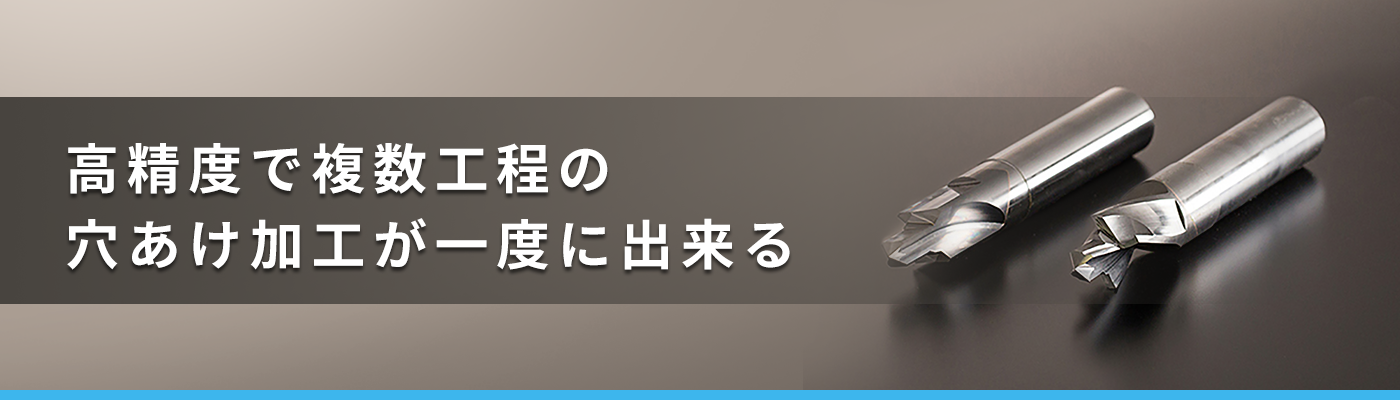
バニシングドリルとは
バニシングドリルのバニシングは「burnishing(バーニシング)」のことで、「磨く、研ぐ」という意味です。機械用語では金属表面の仕上状態をよくさせるために平滑にする作業のことを言います。
切れ刃とは別に”切れない刃”が設けられているのが特徴で、この切れない刃が被削材の表面を擦り磨くことで、面粗度を向上させる仕組みです。アルミ系の加工においてその効果が大いに期待できます。これをドリリングしながら行えることが利点で、条件次第では下穴~中仕上までを同時に加工することも可能です。
当社製 バニシングドリルの強み
基本的には捻じれていない真直ぐな溝で構成されており、これは刃面も真直ぐなことを意味します。それを活かし、複雑な形状、高精度のR、微細形状などを高い技術で刃として成形することが可能です。
<例>
・斜面やRが連なっている ・段が多い ・小さなR面やC面
・Rの要求精度が高い
バニシングドリルの主な加工ワーク材
鋳鉄系、アルミ系
バニシングドリルの主な納入先
油圧機器部品加工会社(油圧バルブ・油圧モーター・油圧ポンプ・油圧カートリッジバルブなどの部品加工)
精密減速機 産業用ロボット向け、工作機械向け、半導体分野 産業用ロボットの関節用途
鉄道車両機器 自動車機器 舶用機器事業 民間航空機 産業用機器 農機メーカー
オーダーメイドバニシングドリルの種類
直溝多段バニシングドリル
油圧バルブ用の直溝バニシングドリルです。
直溝の利点を生かしてワーク形状に合わせて複雑な多段加工が可能です。
ドリルの下穴加工の後に使用でき1工程で図面要求公差に仕上げることができます。
高送りネジレバニシングドリル

アルミニウム加工用に設計したバニシングドリルです。
ネジレ形状にすることで切りくずが上に排出され、切りくず詰まりによる工具破損が防げることで高送りが可能になります。
また、ネジレ溝でポジティブな刃型になり切削抵抗が減り、高送り加工で発生する切削熱によるワークの形状変異を無くすことで高能率切削が可能になります。
バリレスバニシングドリル

エッジ品質を阻害するバリは、延性が大きく加工硬化の起きやすいアルミニウム合金などの切削加工時に生じます。
バリは切れ刃摩耗進行してくると発生するので、先行刃付のバニシングドリルで3段階切削加工することで工具摩耗を減らし、バリの発生を抑制します。
バリレスバニシングドリルは、1本で粗・中粗・仕上げ加工が可能な切削工具です。
バニシングドリルの紹介
多段バニシングドリル
 |
直溝タイプでの形状加工のし易さを活かし、複雑な多段形状の穴切削加工の仕上げ、中仕上げ加工を一工程で行うことができます。 難しい加工条件である、曲がり・芯ずれ・同心度を必要とする加工では、円筒部にガイドのあるバニシングドリル・リーマを使うと通常のツイストドリルよりも加工精度を向上する事が可能です。 同心度は一体型で作っておりますので各段とも振れは5ミクロン 以下です。 詳細はこちら |
ネジレバニシングドリル
 |
アルミ加工に最適です。直溝タイプの弱点である切り粉詰まりの問題を、溝をネジレタイプにすることによって克服することができます。ネジレ溝なので溝基準である段差の刃付け設計にはある程度の制約があります。 詳細はこちら |
事例紹介
|




バニシングドリル 不具合の原因と対策
面のあらさ不良
| 原因 | 対策 |
| 切削速度 小 | 切削速度を上げる |
| 送り量 大 | 送りを下げる |
| 切削剤の選定不適 | 潤滑能力を高める |
| 切削剤のかかり具合不良 | 切削剤が刃先にかかるよう改善するバニシング専用ガイドブシュを使用する |
| 構成刃先の生成 | 構成刃先の生成を抑制できる条件を測定する |
| 切削中のビビリ振動 | ツールの溝長を短くする ツールの突出量を短くする オールソリッドタイプに変える マシン剛性を高める ブシュにてドリルをガイドする ドリルの2番角を小さくする |
| 切屑づまり(深穴加工) | 送りを下げる ステップフィードさせる 切削剤を充分かける 先端角を大きくする |
| ワーククランプ不良 マシントラブル |
クランプを適正にする マシンの調整をメーカーに依頼する |
寸法不良拡大バラツキ
| 原因 | 対策 |
| 送り量大 | 送りを下げる |
| 切削剤不適 | 被削剤あるいは加工精度に適応した切削剤の選定 |
| 切削剤のかかり具合不良 | 加工部に充分かける バニシング専用ガイドブシュを使用する |
| チャッキングの振れ 大 | チャッキングし直し チャックあるいはソケットの交換 |
| 再研削不良 | リップハイト差を小さくする シンニングを適切にする 損傷部分を完全に除去する |
| ワーククランプ不良 | ワーククランプを安定させる |
| マシントラブル | 調整する |
折損
| 原因 | 対策 |
| 送り過大 | 送り下げる |
| 加工穴縮小によるバニシングトルクの増大 | 切削速度を下げる 送りを上げる 切削剤の潤滑効果を高める |
| 焼付き | 切削速度を下げる 切削剤の冷却効果を高める 切削剤を充分かける |
| チャッキングの振れ 大 切屑づまり(深穴加工) |
オイルホール付バニシングツールにする 振れを小さくする 送りを下げる 切削剤を充分かける エアーなどで切屑を除去する 先端角を大きくする |
| 鋳抜穴の芯ずれ 大 横穴との干渉による曲げ 傾斜した喰付面による曲げ |
鋳抜穴はバニシングドリルよりバニシングリーマにする 切削速度を下げる 送りを下げる Vカットタイプをオールソリッドタイプにする ウェブを厚くする 先端角を大きくする |
| 再研削不良 | リップハイト差を抑える 損傷部分を完全に除去する |
| ワーククランプ不良 | ワーククランプを安定させる |
| マシントラブル | 振動を抑える |