
コーティング処理のメリット
切削工具の表面に施すコーティング処理には、下記のようなメリットがあります。
- 切削工具を長持ちさせる
- 加工面の面粗度を向上させる
- 切り屑の排出性を向上させる
- 耐熱性能を向上させる
超硬素材の靱性を変えることなく耐摩耗性(高硬度)を大幅に改善することで、切削工具の寿命が向上し、工具費削減と工具取り換え回数が減り、トータルコスト削減が図れます。また、コーティングを施すことで耐熱性が向上し、切り粉の滑りも良くなることで切削速度を高く設定でき、切削時間の短縮が可能となります。コーティングにより、刃物がワークに溶着しなくなり(化学反応を起こしにくくすることで構成刃先がつきにくくなり)、面粗度が向上します。刃物のフルート(溝)の滑りが良くなり、切り屑の排出性も向上し、切子詰まりによる破損やチッピングも防止できます。
コーティングの種類
超硬工具表面をより硬くて摩耗に強くするために、メッキのような電気方法で、表面にイオンを発生させて、化合物を1~5μ程度の厚みを200℃~500℃の低温でコーティングします。 コーティングの種類は「TiN, TiCN, TiAlN」など超硬より硬く、工具寿命も約2.5倍以上伸びるようになります。
鉄・鋼切削用コーティング
Solid 8 コーティング
 |
焼入れ鋼切削で、Solid T コーティングを超える性能! |
Solid T コーティング
 |
高耐熱・高硬度膜のコーティング |
鉄・鋼切削用コーティングの比較
| Solid 8 | Solid T | TiAIN (従来コーティング) |
|
| 硬度(Hv) | 3700Hv | 3500Hv | 2600Hv |
| 耐熱温度 | 1100℃ | 1100℃ | 800℃ |
| 膜厚 | 2~4μm | 2~4μm | 2~3μm |
| 構造 | 3層 | 2層 | 2層 |
アルミ切削用コーティング
Solid ACX コーティング
 |
ダイヤモンド構造である、カーボンのSP3構造を、90%保有するアルミ切削用コーティングです。 |
アルミ加工用Solid DLC-P コーティング
 |
最も技術開発が進んでいるDLCコーティングは様々な種類がありますが、Solid DLC-Pコーティングは、刃先の鋭利さを損なわない薄膜仕様のコーティングです。 |
アルミ切削用コーティングの比較
| Solid ACX | Solid DLC-P | DLC (標準コーティング) |
|
| 色調 | レインボー | レインボーブラック | ブラック |
| 硬度(Hv) | 7000Hv、60Gpa | 3000Hv | 3000Hv、20Gpa |
| 耐熱温度 | 550℃ | 400℃ | 400℃ |
| 膜厚 | ~0.7μm | 0.3μm | 1.0μm |
| 処理温度 | 150℃ | 230℃ | 230℃ |
| 摩擦係数 | 0.09~0.13 | 0.09~0.13 | 0.09~0.13 |
| 電気抵抗値 | 107Ω·cm以上 | 106Ω·cm以上 | 106Ω·cm以上 |
| 撥水角 | 80° | 65~75° | 65~75° |
コーティングの方式
コーティングの方式として「カソードアーク方式」「ホローカソード方式」などがあります。
カソードアーク方式とは
鋼加工など高硬度材料の切削加工に使われる「プライム-Tコーティング」や、金型や溶着しやすい切削加工に使われる「プライム-Cコーティング」の処理方式で、沢山のコーティング材をコーティング炉の中で多方向から誘導させ、複合膜や多層膜を生成できます。 切削工具に生成するカソードアーク方式のコーティング処理機械は、イオン発生源が沢山あり、プライム-T プライム-Cなどの複合膜や多層膜の生成が可能です。
ホローカソード方式とは
ホローカソード方式のコーティング処理機械は、るつぼ内の被膜原料にプラズマを当て、イオン化します。表面が滑らかな成膜で、TiNやTiCNコーティング TiAlNの単膜生成機です。
コーティングの事例紹介
鋼の切削加工で寿命が3倍になりました!
 |
鋼のエンドミル加工で工具寿命を延ばすには、耐熱用コーティング「Solid T」が最適です。 同じ鋼加工でも面粗度の要求には、表面が滑らかな成膜TiNコーティングが適しています。 新たな取組として、ロー付け工具でのコーティングに成功しました。 今まで、ボーリング加工で時間を掛けて切削していた鋼加工ユーザー様においては、ワーク形状の超硬工具を製作し1パス加工が可能になり、更に鋼の切削加工では、工具寿命が短くなる問題を克服し、ノンコート品と比べると寿命が3倍長持ちしました。 更に再研磨+再コートを実施し耐久テスト中です。 |
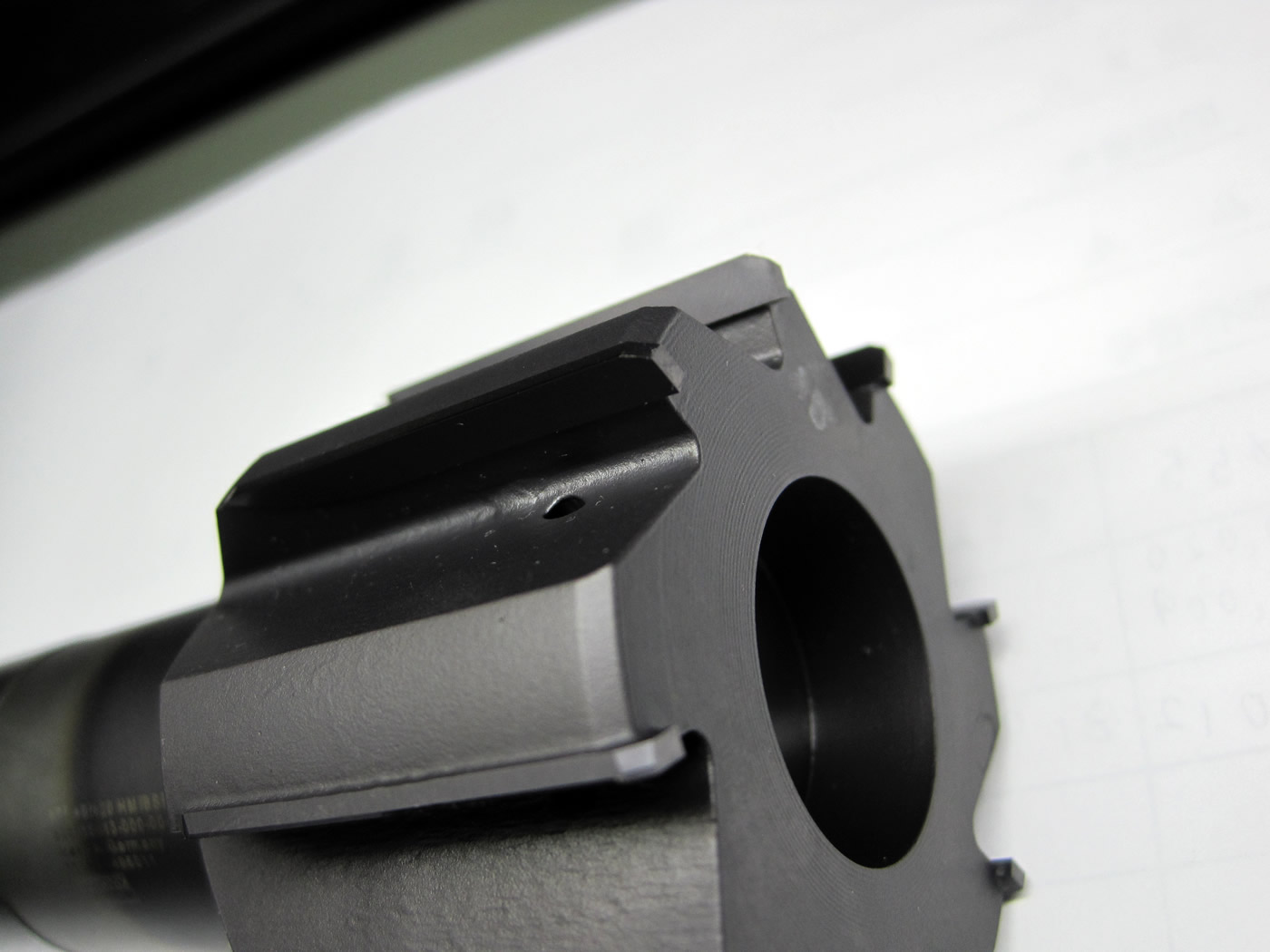
ドリルのコーティング
 |
切りくず排出性と硬度が増したことで、コンロット切削加工でリーマの常識を超えた取しろ(1~2ミリ)で安定した面粗度と長寿命400穴加工を実現しました。 |
リーマのコーティング
 |
切りくず排出性と硬度が増したことで、コンロット切削加工でリーマの常識を超えた取しろ(1~2ミリ)で安定した面粗度と長寿命400穴加工を実現しました。 |
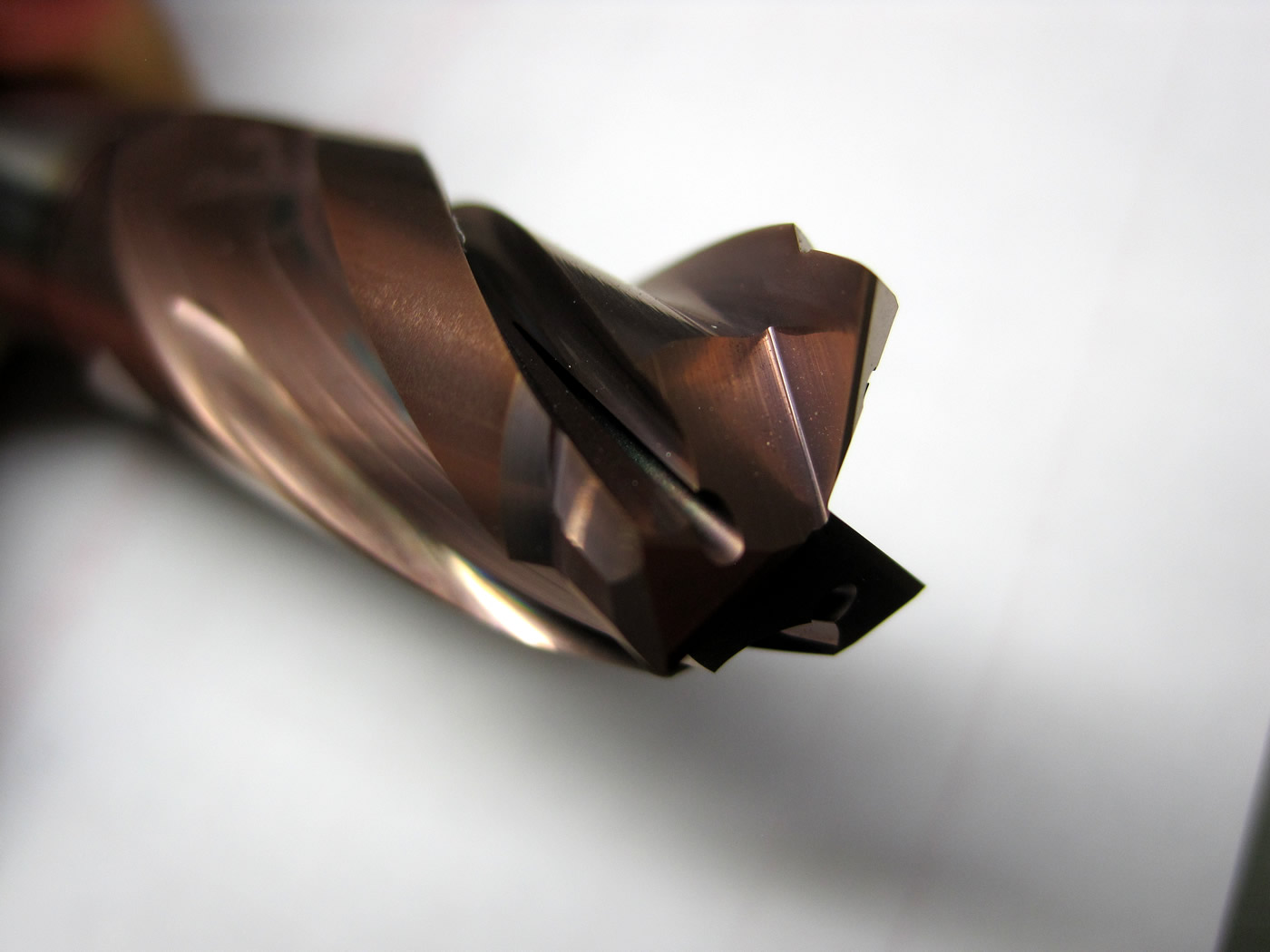
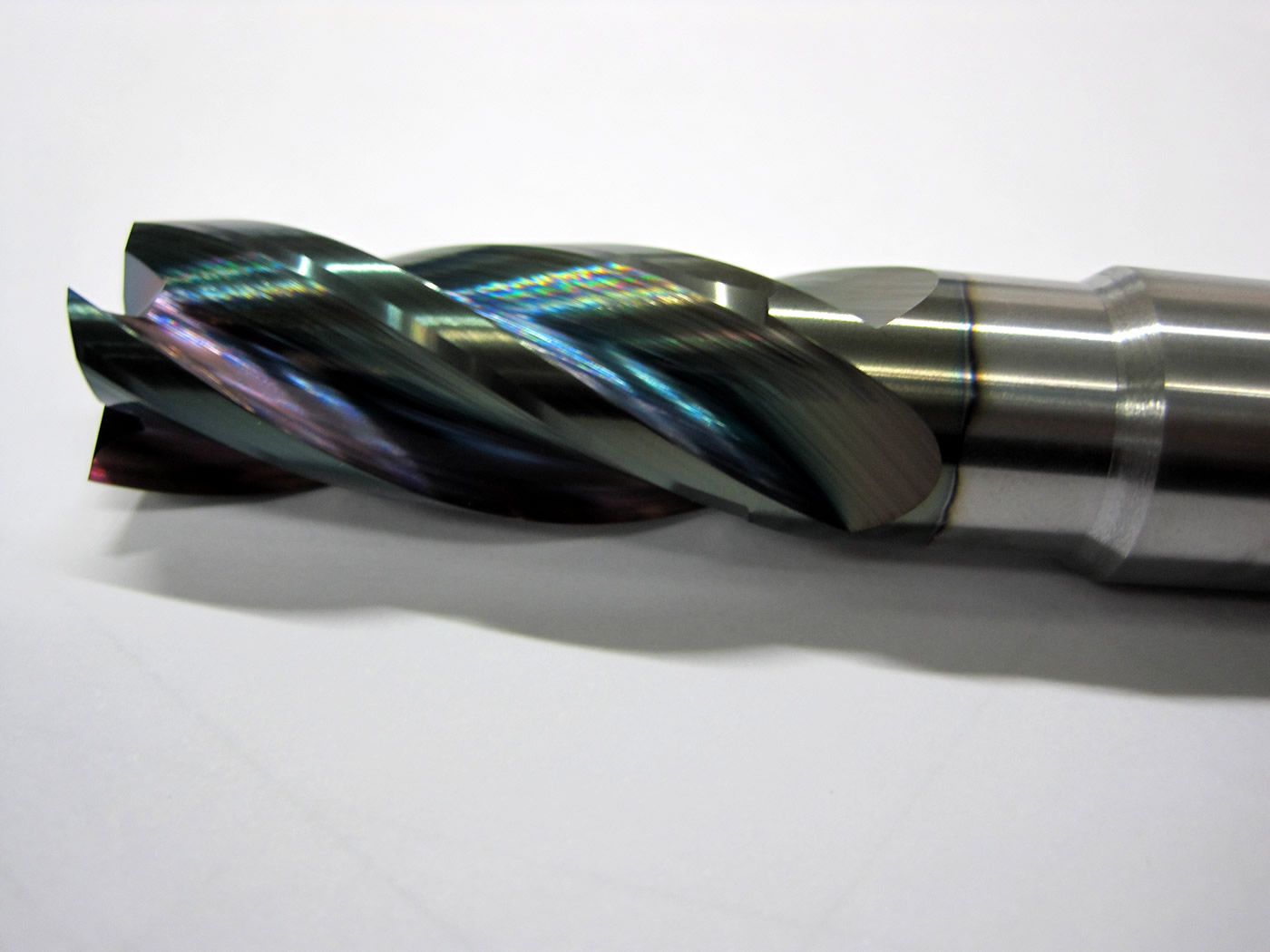
エンドミルのコーティング
 |
切れ刃のチッピング、欠損が抑えられるので特殊な金属加工(HRC70)に対応出来ます。 特殊金属で焼入れ後の横走りR付面取り加工新提案のコーティングエンドミルの使用で切削加工が可能になりました。 |
六角矢パンチのコーティング
 |
6角先端部の欠損が激しく起きていて、頻繁に再研磨が必要で苦労していました。コーティングにより熱疲労クラックが抑えられ、安定した六角穴の切削加工が可能になり、工具コストが削減できました。 |
コーティング加工で解決できるお悩み
長寿命・長持ち性能アップ短納期コスト削減メンテナンス性 |