
 |
切削工具をスパイラル状にしていますので、切削抵抗が抑えられて切削加工熱を低減することが出来ます。 切りくずの排出はスパイラル溝に沿って出て来ますので、加工中での工具破損を防ぐ事が出来ます。 各種切削工具をネジレ使用にできます。 切削効率と精度を保ちながら向上させます。切りくずの排出性が良くなり切りくず詰まりを防ぎ欠損が少なくなります。切削抵抗が少なくなるので送り速度が上げられてリードタイムの短縮が図れます。 |
事例
ネジレバニシングドリル・リーマ
 |
バニシングドリルは、バニッシュ作用を伴った切削加工で真円度や面粗度を追及しています。 通常は最大限にバニッシュ作用を活かすように直溝タイプで製造します。 鋳鉄系の材料は、直溝タイプのバニシングドリルが最適ですが、アルミニウム合金や鋼合金などでは、構成刃先が発生しやすく切削加工に支障をきたす事があります。 そのような場合にネジレバニシングドリル・リーマで切削抵抗を少なくして、構成刃先対策で良好な切削加工が可能になります。 |
ネジレリーマ
 |
リーマの場合は直刃がほとんどの用途に適用されます。 切りくずの長い被削材などの貫通穴加工に適しており、ねじる事でビビリを防止する作用もあります。 右ネジレは切れ味がよく切りくずの流れも良いので、良好な仕上面になりステンレスや鋼合金に適しています。 左ネジレは擦り効果が大きく、仕上面が良くて安定した穴加工ができ、アルミ、銅、鋼等で採用されます。 |
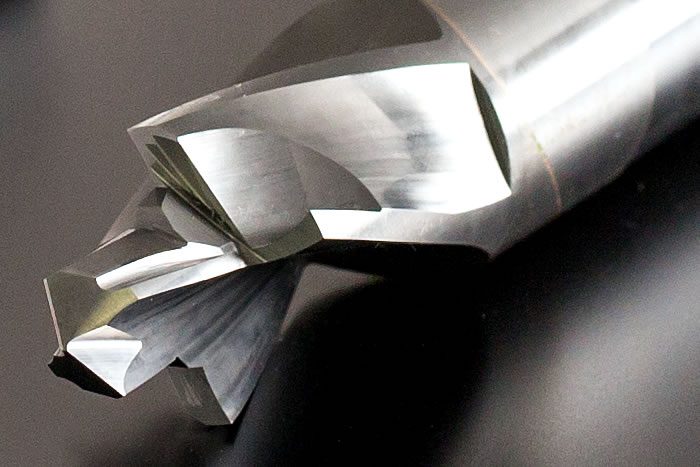
エンドミル
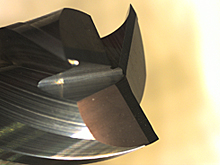 |
直刃タイプとネジレ刃タイプがあり、主流はネジレ刃タイプです。 ネジレ角がきつくなると、スクイ角もきつくなっていき、切削抵抗が少なくなり、高速送りができ面粗度も良くなります。 反面、刃の強度が弱くなるため重切削に用いる場合は注意が必要です。 |
ドリル
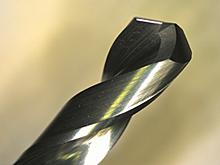 |
ドリルのネジレ角は、ゆるくなると切りくずの短い銅合金、マグネシウム合金、プラスチック等に適し、きつくなると切れ味は良くなり切削抵抗は減少し、軟鋼や純アルミ等の切りくずの長い被削材に適用され、切削熱の影響で加工硬化をするステンレスに有効です。 |
ネジレ加工で解決できるお悩み
性能アップ短納期コスト削減 |